разработка технологии, средств технологического оснащения и участка сборки-сварки оснований серии МКЮ

Уважаемый председатель.
Уважаемые члены государственной аттестационной комиссии и присутствующие.
Вашему вниманию представлена выпускная квалификационная работа на тему —
разработка технологии, средств технологического оснащения и участка сборки-сварки
оснований серии МКЮ.
В процессе работы была
изучена конструкция основания, представленная на трех листах (1, 2, 3). Это
один из основных элементов крепи механизированной, предназначенной для
крепления и управления кровлей в лаве, а также для передвижки шахтного
скребкового конвейера.
Основание представляет
собой сложную сварную конструкцию, состоящую из большого количества деталей, изготовленных
из стали: 14ХГ2САФД, 10ХСНД, 35Л.
Особенность конструкции
серии: (01) расстояние между проушинами (82); (02)межосевое расстояние опорных
пят (1050), расстояние между проушинами (2385).
Годовая программа выпуска
изделия 1500 шт.
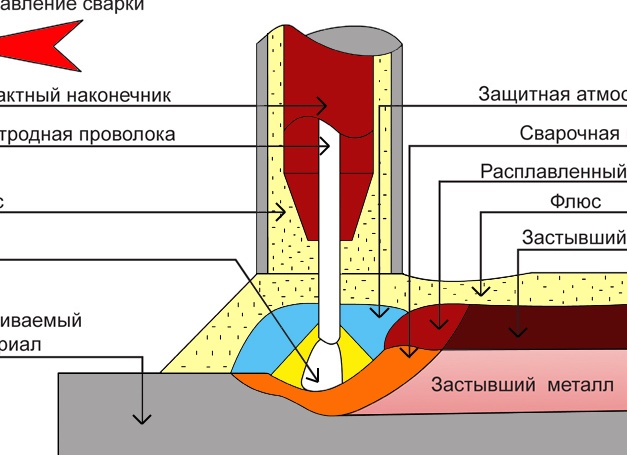
Сварка механизированная в
газовой смеси Ar(80%) + CO2(20%).
При рассмотрении базового
технологического процесса и анализа, были отмечены следующие недостатки: сборка
изделия производится на сборочной плите; отсутствует разделение конструкции на
технологические узлы; транспортные и грузоподъемные операции на участке
выполняются краном мостовым.
На листе 4 представлена
технологическая схема сборки-сварки, из которой видно, что процесс изготовления
разбит на 3 сборочные единицы, которые в свою очередь разбиты на технологические
узлы. Сборочные единицы рама рычажная, рама опорная, а также технологические
узлы №3 и №4 изготавливаются одновременно, что значительно сокращает
производственный цикл всего изделия.
На основании
технологической схемы разработан технологический процесс, представленный на
листе 5. Сборочно-сварочные операции техпроцесса оснащены полуавтоматом
ПДГ-508У3, а, в качестве источника питания выбран выпрямитель ВДГ-506У3; двумя
сборочными, одним сборочно-сварочным и 4 сварочными приспособлениями, в комплекте
с кантователем. Транспортные и грузоподъемные операции на проектируемом участке
производятся кран-балкой грузоподъемностью 2,0 тс. Количество оборудования и
коэффициент загрузки оборудования были рассчитаны после нормирования операций.
На основании технологической
схемы, директивного техпроцесса и расчетов спроектирован план участка площадью
513 м2, представленный на листе 6. Например, операция 070 — Сварка
рамы опорной, применяется 3 сварочных приспособления в комплекте с кантователем,
перемещение осуществляют кран-балки. Стрелочками указаны грузопотоки.
На листах 7 и 8 представлено приспособление сборочное,
предназначенное для сборки технологического узла №1. Оно состоит из несущего
основания, на котором установлены специальные опорные площадки и упоры,
необходимые для соответствующего чертежу размещения в пространстве элементов
основания. Кроме того, в приспособлении имеются клиновые и винтовые прижимы,
позволяющие зафиксировать элементы сборочной единицы в правильном положении.
Установочные размеры:
82±1 между проушинами обеспечиваются клиновыми зажимами поз.10, 11 со вставками
(82±0,3), сносность отверстий — валом и конусами; требование перпендикулярности
обеспечивается винтовыми зажимами поз.5 и 6.
На листах 9, 10 и 11
представлено приспособление сборочное, предназначенное для сборки рамы опорной.
Смонтировано из элементов универсального сборочного приспособления фирмы DEMELLER. В его состав входят: литая плита с
отверстиями; литые упоры представляют собой различных типоразмеров уголки,
планки, бруски и т.д.; винтовые прижимы. Элементы конструкции приспособления
соединяются между собой специальными (анкерными) болтами.
При сборке рамы опорной взаимное
расположение нижнего листа и опорных пят относительно друг друга по 2-м координатным
осям обеспечивается двумя упорами поз.3 и 4, а также планкой поз.10,
упором-прижимом поз.5 и угольником поз.12.
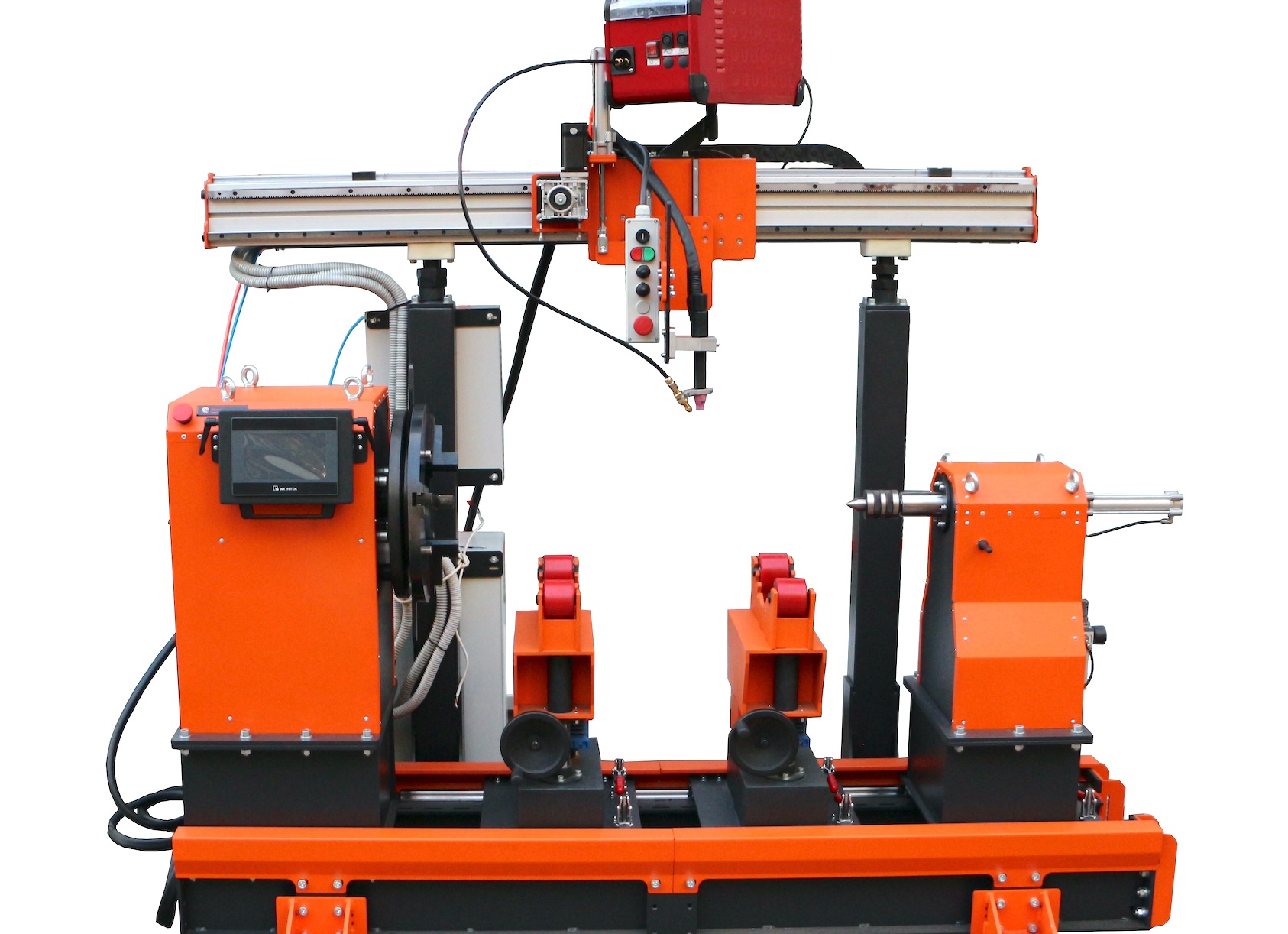
На листе 12 представлено
приспособление сварочное, предназначенное для сварки рамы опорной и основания.
Приспособление состоит из основания, на котором установлены несколько винтовых
прижимов, надежно фиксирующих сборочную единицу во время сварки. Два
центральных винта, расположенных на расстоянии 1050 мм прижимают детали изделия
друг к другу.
Рама приспособления
установлена в двух стоечном кантователе, позволяющем устанавливать изделие в
удобное для выполнения сварных швов положение.
Для защиты от вредного
воздействия газов и сварочных аэрозолей на 13 листе представлена вытяжная
вентиляция.
Для предлагаемого
техпроцесса была разработана карта организации труда, на которой представлены:
график режима труда и отдыха, нормы времени, трудовые фонды времени, описаны
функции обслуживания рабочих мест, факторы вредности и меры борьбы с ними.(14
лист).
Технико-экономические
показатели участка сборки-сварки основания представлены на листе 15.
На участке работают 23
чел. (12 в первую, 11 во вторую).
В результате предложенных
нововведений экономический эффект составил: 2336340 рублей.
Спасибо за внимание. Доклад окончен.






Комментарии 0