Разработка технологии сварки под флюсом и проектирование участка сборки-сварки рештака КСЮ.381

Уважаемые председатели
Государственной Аттестационной Комиссии вашему вниманию представлена ВКР на
тему: «Разработка технологии сварки под
флюсом и проектирование участка сборки-сварки рештака КСЮ.381»
На 1 и 2 листах графической части представлен чертеж изделия. Объектом
исследования является рештак КСЮ.381. Рештак КСЮ 381 является сложной
коробчатой сварной конструкцией, состоящей из двух боковин (забойной 2 и
завальной 1) изготавливаемых из стали марки 30ХГСФЛ, соединенных между собой
двумя днищами (изготавливаемых из стали 14ХГ2САФД и HARDOX 400). Днище
(среднее) 3 соединяет боковины по «носикам», днище нижнее 4 накладывается на
«подошвы» боковин. Короб рештака собирается в сборочно-сварочном
приспособлении. Остальные необходимые детали устанавливаются по разметке.
Рештак является одним из
основных элементов конвейера забойного скребкового. Рештаки расположены между
секцией переходной и рамой концевой и соединяются между собой в «цепочку»
посредством технологических пальцев и болтового соединения. К стенкам рештаков
прикреплены борта кабелеукладчиков. Количество рештаков в перегружателе
варьируется в зависимости от длины лавы и определяется предложением заказчика.
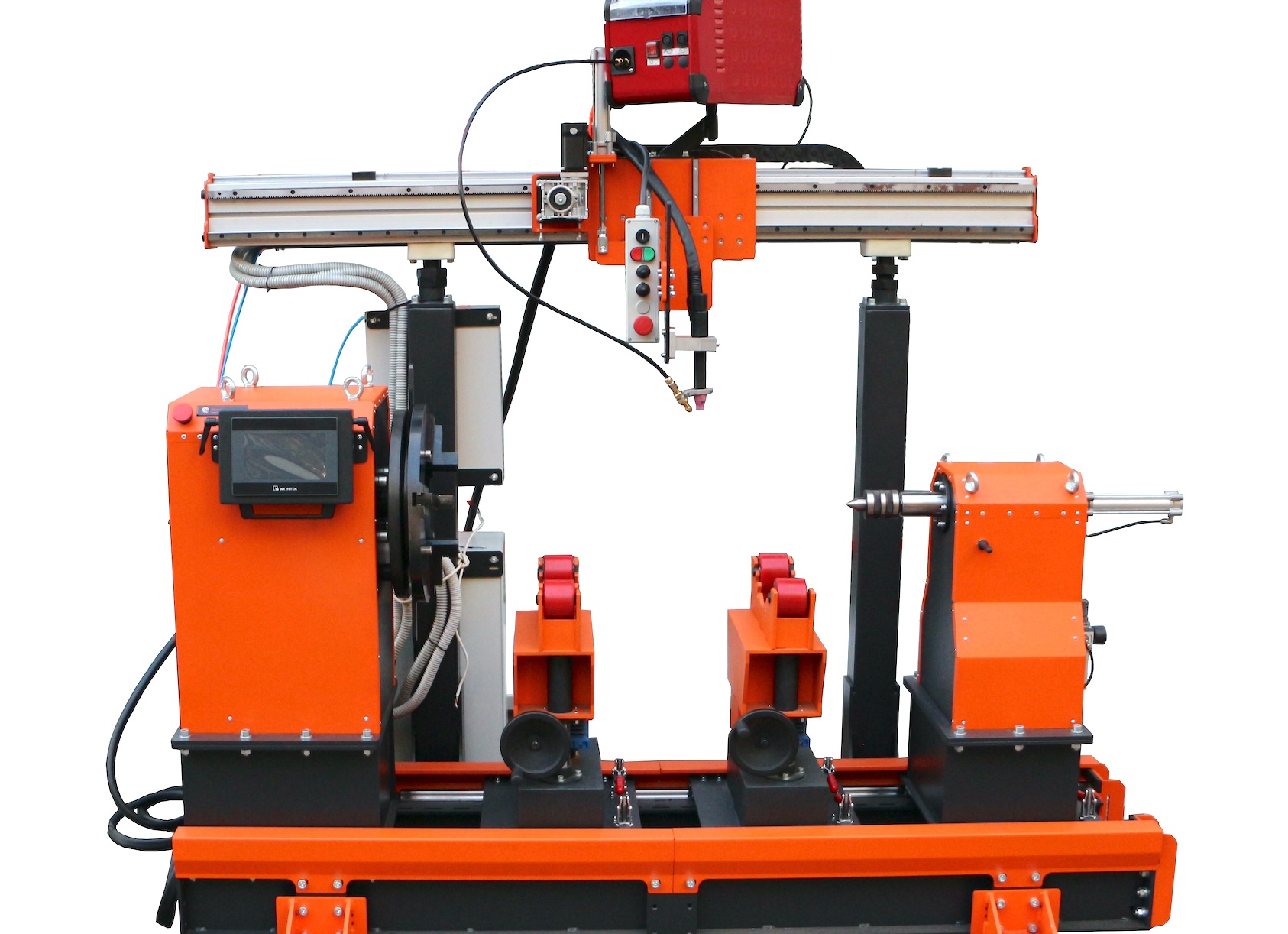
С целью увеличения
производительности при сварке рештака применяется автоматическая сварка под
слоем флюса, представленная на 4 и 5 листах
графической части.
Для расширения
технологических возможностей способа автоматической сварки под флюсом и
повышения производительности сварки предлагается использовать две параллельно
работающие сварочные головки. Для чего предлагается использовать систему
сварки, состоящую из 2 — х источников питания
Idealarc DC-1000 и 2 — х сварочных головок NA – 5S.
Источник питания Idealarc
DC-1000 – универсальный сварочный трансформатор-выпрямитель, предназначенный
для полуавтоматической и автоматической сварки. Он обеспечивает как жесткие,
так и падающие внешние вольт-амперные характеристики. Аппарат рекомендован для
выполнения сварочных процессов различного типа: полуавтоматической сварки
сплошной или порошковой проволокой и автоматической сварки под флюсом в
пределах обеспечиваемой им мощности.
Надежная
высокопроизводительная сварочная головка, может устанавливаться в различных
сварочных системах в том числе и на комплексные автоматические установки. Блок
протяжки оснащен редуктором высокой мощности и правильным устройством
проволоки, закрепляется на основаниях с возможностью регулировки относительно
детали. Блок управления может быть размещен на необходимом расстоянии
ограниченном условиями сварки и длинной кабелей. Оснащен цифровым индикатором
сварочных параметров. Сконструирован таким образом, что органы предварительной
настройки и управления располагаются под лицевой панелью. Дополнительно
оснащается: блоком высокочастотного поджога, таймерами и регуляторами
предварительных и послесварочных настроек, блоком аналогового интерфейса для
управления с систем автоматизации и блоком запоминания сварочных режимов на три
регистра.
Сварка производится с
применением высококремнистого марганцевого флюса АН-348-А и низкоуглеродистой
сварочной проволоки Св-08А. Данный вид сварки имеет следующие преимущества:
- Повышенная
производительность; - Минимальные
потери электродного металла (не более 2%); - Отсутствие
брызг; - Максимально
надёжная защита зоны сварки; - Минимальная
чувствительность к образованию оксидов; - Не
требуется защитных приспособлений от светового излучения, поскольку дуга горит
под слоем флюса; - Низкая
скорость охлаждения металла обеспечивает высокие показатели механических
свойств металла шва; - Малые
затраты на подготовку кадров; - Отсутствует
влияния субъективного фактора.
Уменьшить потери рабочего времени на межоперационных простоях
позволяет применение на проектируемом участке кран-балки грузоподъёмностью 2,0 т.
В разделе «безопасность
жизнедеятельности » был произведен анализ опасных и вредных факторов,
возникающих в процессе изготовления изделия и разработаны мероприятия по защите
от них.
На листе 6 представлена общеобменная вентиляция
участка.
В экономическом разделе
ВКР была рассчитана себестоимость изготовления рештака по базовому и
разработанному ТП и произведен расчет экономической эффективности от внедрения
разработанного ТП.
Карта научной организации
труда и технико-экономические показатели представлены на листах 7 и 8, соответственно.
Экономический эффект от
нововведений составил 1009,7 руб/изд.
Доклад окончен. Спасибо
за внимание.







Комментарии 0